中厚板不锈钢精密钣金加工工艺分析
文/卜正云,沈洁云·四方科技集团股份有限公司
四方科技主要从事食品冷冻装置制造,以往产品的机架及结构件主要以管型材拼接为主。钣金件由于具有敞开的形式,制造工艺简单,制造效率高等特点,逐步在食品机械的机架及结构件中得到应用,并且成为一种行业趋势。
中板钣金广泛运用在该领域,但中厚板受材料厚度、折弯工艺、焊接工序等的影响很大,通常会在成形后出现缺口相对较大的现象,导致焊接变形随之增大,从而无法保证零件的尺寸和形位公差,甚至焊接的缺陷给产品的外观质量带来致命影响。其次中厚板加工具有一些工艺难点,为克服工艺难点,我公司钣金工艺人员总结了一套行之有效的方法,解决了中厚板钣金加工问题,在此与大家分享。
中板钣金工艺分析
首先来看实例,图1为我公司某产品的固定支架,材料是拉丝SUS304,厚度为4mm,接下来,我们讨论它是如何实现精密加工的。
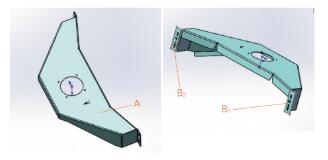
图1 产品固定支架
零件质量要求分析
⑴首先保证基准面A的平整度以及面A与面B1、B2的垂直度,是满足装配形位关系,保证机器位置精度的关键。
⑵强调折弯的精度,需要保证B1、B2面的横向尺寸和固定支架隐含的相对尺寸,以及产品的尺寸精度关系。
⑶形位精度和尺寸精度与下料、校平、折弯、焊接等工艺息息相关。
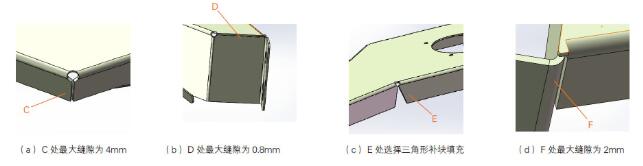
图2 零件折弯后缝隙
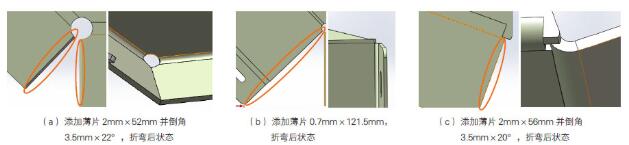
图3 零件缝隙消除措施
钣金工艺分析
⑴钣金工序控制主要强调工序的正确性,该零件合理的钣金工艺流程是:原材料(平整度较好的拉丝板)→激光切割→校平→折弯工序(关键工序控制)→焊接。
⑵第二步是控制焊接的变形来保证零件的精度。
1)传统的工艺是采用SolidWorks画法,正常展开、折弯、焊接,结果发现零件缝隙很大,焊接时填丝量很大,大家都知道不锈钢焊接后变形会更大,从而导致零件焊接后变形无法控制,根本无法生产出满足装配精度要求的合格品,零件缝隙如图2所示。
2)我们的做法是用画图软件展开此零件,在C、E、F处加薄片,将焊接后的最大缝隙控制在0.2~0.3mm,在钣金折弯前用手动倒角机或抛光机去除多余的基材,从而实现零件的精密加工。如图3所示红色圆圈所示。
⑶结果说明。
1)零件工艺圆孔要大一点,在食品机械行业是不需焊接的,反而更有利机器的清洁。
2)使用三维柔性平台保证工件的形位与尺寸精度,用氩弧焊打多点粘接焊接部位,待工件固定后,可以拿下零件,完成自由焊接,可有效节省时间。
3)焊接时,由于产品缝隙很小,可以不用加焊丝,而是采用自熔方式,焊接后纹理漂亮,无需打磨,不但提高效率和产品的表面质量,更为关键的是焊接小间隙零件不产生收缩,零件基本上无变形,无需增加整形工序,可一次性满足技术要求。
中厚板钣金工艺分析
在结构设计中经常会遇到折弯R角与不同材料厚度连接的焊接方式,由于R值较大,焊接填料很多,会产生较大热量及收缩变形,一般通过修改零件结构的方式,如把直角焊接改成平面对接的方式焊接,完成中厚板精密加工,如图4所示。
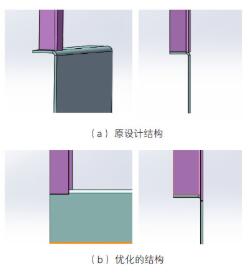
图4 结构优化对比
结构优劣对比:优化后容易实现焊接,焊接变形小,无需打磨工序,外观面平整、美观,提高效率,节省成本。
中厚板焊接工艺同样可以通过钣金折弯工艺来实现。板厚8mm,材料为双面拉丝SUS304,原设计需要焊接侧板,改变结构后变焊接为折弯,如图5所示。
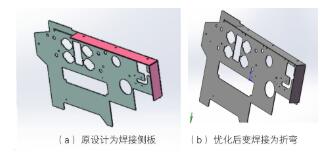
图5 中厚板工艺改进
修改后的结构对比:
1)加工工艺更简单,效率更高,成本更低。
2)实现钣金结构件后,要注意细节方面的处理,如焊接时,R角过渡相对较小,比较美观,而8mm板材钣金折弯R角太大,折弯吨位也大,所以我们经过有限元强度分析后做改善处理,见图6。
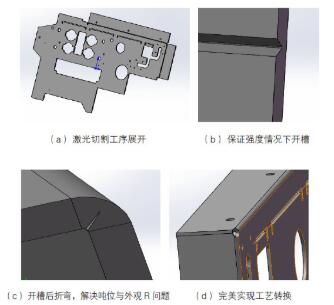
图6 优化后的零件
结束语
以上工艺在公司新产品开发中已广泛使用且成果斐然,我公司的技术工艺和加工方式明显超越同行,解决了中厚板钣金精密加工的难题。诚然,还需要钣金行业与其他相关行业从业人员共同努力,推动技术广泛使用,同时总结出更优质的问题解决方案,推动钣金中厚板加工工艺的继续进步。

卜正云
作者简介
工程师,主要从事钣金工艺与设计工作,从事专业工作已有30余年,先后在钣金制作及模具工艺等专业领域发表论文十余篇。拥有1项技术专利。




中板钣金广泛运用在该领域,但中厚板受材料厚度、折弯工艺、焊接工序等的影响很大,通常会在成形后出现缺口相对较大的现象,导致焊接变形随之增大,从而无法保证零件的尺寸和形位公差,甚至焊接的缺陷给产品的外观质量带来致命影响。其次中厚板加工具有一些工艺难点,为克服工艺难点,我公司钣金工艺人员总结了一套行之有效的方法,解决了中厚板钣金加工问题,在此与大家分享。