法因图尔:在开拓创新中前行
文/张明伦·FM 记者

包向军 博士
法因图尔零部件事业部中国区总经理
精冲,即精密冲裁,与普通冲压和冲裁的根本区别在于精冲引入了三向力。精冲加工的零件平整度及垂直度好,具备无撕裂的光亮切断面,多数情况下零件切断边缘无需后序加工,而且零件一直在模具中被夹持,平整度也非常好。
瑞士法因图尔集团(以下简称“法因图尔”)最早实现了精冲技术的工业化,并在随后的六十多年对精冲工艺进行了全面和深入的研发。作为精冲行业的领军者,法因图尔的精冲工艺涵盖了零部件设计和试样、工程设计、模具设计和零件量产各个环节。为了更全面地了解先进的精冲技术,《锻造与冲压》杂志记者一行走进了法因图尔精密部件(太仓)有限公司(以下简称“太仓工厂”)和法因图尔汽车部件(天津)有限公司(以下简称“天津工厂”),与法因图尔零部件事业部中国区总经理包向军博士就精冲技术进行了深入交流。
材料加工工程皇冠上的明珠
包向军与法因图尔的缘分起于其研究生学习阶段,二十年前,包向军先后就读于上海交通大学和德国亚琛工业大学,两所大学在材料加工工程领域造诣颇高,并且都与法因图尔建立了精冲技术联合研究室,研究室经常会举办一些学术讲座和交流活动,包向军是这些活动的常客。“精冲技术就像材料加工工程皇冠上的那颗明珠,彼时就留给了我难以磨灭的印象。”包向军谈求学期间对精冲技术的向往时说。
2008 年金融危机过后,法因图尔重新调整了发展战略,从之前的业务多元化重新回归到核心业务。同时为满足客户对中国市场关键零部件国产化的需求,法因图尔零部件生产业务正式进军中国市场。2009 年年底,怀揣着将先进精冲技术引入国内理想的包向军,成为法因图尔零部件业务部门中国区的第一名员工,负责筹建法因图尔的第一家中国工厂。
两地发展,齐头并进
太仓工厂于2010 年7 月成立,是法因图尔在中国的全资子公司,成立初始至今总部对公司进行了大量的资金和技术支持,太仓工厂得以快速发展。天津工厂是太仓工厂的兄弟公司,同属法因图尔零部件业务部门。天津工厂2017 年从德国舒勒集团并购,该工厂采用集成度非常高的多工步冷成形技术,专注于汽车双离合及自动变速器等冷成形产品的批量生产。
太仓工厂目前已建成投产精冲生产线9 条,涵盖了从最传统的160 吨机械式精冲机到880 吨液压高速精冲机。为满足在客户端即刻组装的需求,太仓配套了丰富的后道工序加工设备,包括带磨、双端面磨、抛光磨、振动研磨,铆接,压装以及零件清洗和自动分选等工艺。
天津工厂配有全球最顶尖的1600 吨双伺服压力机及2000 吨直接伺服压力机各两台,设备加工能力和技术含量在世界范围内首屈一指。除冷成形工艺外,天津工厂也有多种后道工序加工工艺和与之配套的顶尖设备。目前已经投产的生产线包括激光焊接装配线,动平衡调整,振动研磨及清洗工序,这些后续工艺配合冷成形工艺,满足了客户在精密动力总成领域的差异化需求。
立足传统行业,布局新能源市场
法因图尔开发的精冲和冷成形精密零件应用在众多领域。以汽车为例,每一辆轿车上应用的精冲和冷成形零件多达200 个,法因图尔的零部件生产公司及其精冲压机客户生产了90%以上的这类精密零件。

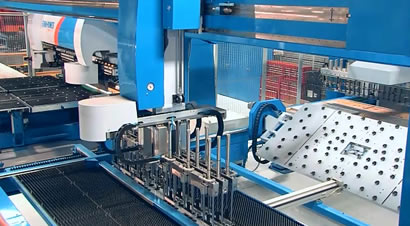
精冲车间
法因图尔中国目前的产品应用领域集中在汽车的三大系统:座椅调节机构、动力总成系统和安全件。
太仓工厂目前和20 多家客户保持良好的业务合作,生产的产品远销印度、美国和巴西等海外市场。天津工厂已经成为国内乃至世界范围内设备技术水准和产能领先的汽车传动系统齿毂类产品制造商,产品配套于众多顶尖汽车制造商的传动系统。天津工厂四条压机生产线满产后,具备年产超过一千五百万只高精度冷成形部件的能力。
此外,法因图尔在新能源产业积极布局,并在相关核心零件及工艺方面大力推陈出新,以顺应席卷整个汽车产业的电动化大潮。
法因图尔2018 年收购了德国的百年企业Stanz Und Laser Technik Jessen GmbH(以下简称“Jessen公司”),就此掀开了在新能源汽车产业布局的全新一页。Jessen 公司拥有超过120 年的历史,最近60年一直专注于高性能电机铁心的生产制造,积极配合国际领先的汽车制造商的汽车电动化战略,为这些厂商提供主驱动电机核心零件铁心。同时,面对全球快速增长的燃料电池,法因图尔也成功推出了高性能的新一代金属双极板,使得燃料电池金属电堆的体积更小,功率密度更大,并具备了大规模生产的工艺基础。
不断突破技术极限
法因图尔有着特殊的业务模式:既是精冲全套设备的供应商,也是精冲零件的生产者。为避免和大部分的压机客户产生业务方面的竞争,法因图尔生产的零件难度都比较大,通常是S2 和S3 级别,这也使得法因图尔不断去突破精冲技术的极限。
法因图尔对精冲技术的研发是全方位的。法因图尔和全球材料加工工程学科顶尖的四所理工大学:瑞士苏黎世联邦理工学院、德国慕尼黑工业大学、德国亚琛工业大学和上海交通大学都建有精冲联合研究室。这些联合研究室与瑞士总部的研发中心在精冲的全工艺链,包括压机、模具、工艺、材料、精冲辅材、设备维修保养等做了全面和深入的研究。
模具是精冲技术的核心之一。法因图尔的精冲模具在业界和其生产的设备一样处于全球领先的地位,集中反映在以下几个方面:
⑴冲次和自动化程度非常高。配合法因图尔的XFT 系列高速精冲机,某些精冲零部件的冲压速度可达每分钟上百次。模具是一模多穴的结构,而且配套可靠的自动出料系统。
⑵对其他工艺的集成度很高。法因图尔模具把更多的冲压工艺耦合进来,譬如拉深、弯曲、冲孔,沉孔、胀形以及成形等。
⑶零件的工艺完成度非常高。比如针对解决齿部塌角过大而开发的Shaving Tool(刮削),直接在模具中去除毛刺的In Tool Deburring,还有针对驻车棘爪局部加粗的专用模具。

冷成形技术是法因图尔另外一种模具成形的尖端工艺,用来生产具有齿形轮廓的壳体零件。法因图尔的冷成形技术使用三维传送的多工步级进模,在大吨位伺服压力机上(通常为1600 吨到2000 吨)完成板料成形的各种工序,包括落料、拉深和反拉深、折弯、冲孔等。以齿毂产品为例,其内外齿形通过模具内轴向滚轮滚压成形完成,精度非常高;板料本身在挤压和拉深过程会产生加工硬化,使齿毂结构强度再次加强,产品重量很轻,但是强度很高。更重要的是,冷成形工艺和精冲工艺的生产效率比传统机加工工艺高出了很多。
太仓的精冲工厂和天津的冷成形工厂,每天都有超过十万件精冲和冷成形齿形零件被生产出来,源源不断地供应给法因图尔全球各地的客户。独特的精冲和冷成形技术使法因图尔成为复杂精密零件大规模经济生产所需的供应商,也是世界范围内唯一一家全套技术供应商。
因地制宜,培养人才
企业发展离不开优秀的员工,员工强则企业强。
法因图尔进入中国以来,一直在不遗余力发展和建设人才梯队。因为精冲工艺的特殊性和复杂性,所以公司把员工的培训一直都放在一个非常重要的位置。“太仓工厂的第一批员工,压机操作工、模具维修工和质量检验员都经过了长达半年的海外培训。直到今天这批员工基本都在为公司服务,他们也成为了整个公司的骨干和中间力量。”包向军向我们介绍公司的员工培养。
“另外,为了续力业务发展,我们也借鉴国外兄弟公司的成熟经验,因地制宜导入了实习学徒制度,即Feintool Apprentice Program。首先从职业技术学校和学院遴选学生,在学生入学的早期阶段就导入公司定制的特殊培训计划;学生毕业的时候,经过了非常全面的理论和实操培训,入职后可以很快为公司所用。学徒实习生制度的导入有效地补充了公司未来车间技术岗位的需求。”

空调压缩机用阀板

离合器钢片
产品精密,质量可靠
“质量、精密和可靠”是法因图尔中国的标签。公司从成立之初就导入了法因图尔集团的先进和成熟的产品质量管理体系,太仓工厂和天津工厂都通过了IATF 16949 质量体系的认证。公司在施行全员全面质量管理的同时,也在致力把“瑞士的技术,日本的精益和中国的速度”有机结合起来,持续改进生产工艺和流程,满足客户的需求。
“我和我的同事们,在质量管理方面有高度的共识。质量对于一个精冲企业的重要性越来越大。我们供应的产品通常都是汽车安全件,基本都应用在要求非常高的领域。产品质量的好坏在某种程度上直接决定了企业生死,同时产品质量的高低则决定了精冲企业核心竞争力的强弱和企业本身的兴衰。优秀的产品质量必定来自于工厂内部稳健的过程质量,而稳定的过程质量一定是取决于每一个员工的工作质量。”包向军谈质量管理时说。

座椅倾斜调节器

座椅调角器零件
疫情冲击下的精冲企业
受新冠疫情影响,全球制造业出现不同程度下滑。疫情冲击下的精冲企业生存状况如何?企业又该如何走出困境?让我们听听包向军是怎么说的。
变速箱离合器片
包向军谈道:“疫情对精冲企业的影响相比普通冲压工厂来讲其实要小得多。这在很大程度上是因为精冲本身还是一个相对小众的市场;另外精冲企业的资本和技术门槛比较高,对市场而言相对难以替代。
“但是即便如此,短期的业务中断还是对精冲厂家全年经营目标的达成产生了非常负面的影响。作为精冲企业的管理者,不仅应积极筹划疫情过后中短期财务和业务应对措施,另外还须在战略层面,借此反思在新的经营环境和竞争态势下,如何练好企业内功。稳步推进企业中长期目标和业务布局的实现。
“同时,本次疫情也提示精冲企业,以往的一些办公管理和沟通模式也可以做出一些调整。在云技术、大数据、虚拟现实等技术的支持下,办公管理以及和客户及供应商的联络沟通都可以线上化。线上维持正常运营,势必要倒逼企业对内部的管理制度和流程重新梳理,以降本增效为目的,推动企业自身的新一轮变革。其次,新冠也让我们重新审视生产体系的自动化和智能化水平。在这波疫情当中,生产线自动化高的企业不但有更强的抗冲击能力,在成本方面也有更大的竞争优势。

离合器齿毂
“我很欣慰的是,在新冠肺疫情爆发以后,天津工厂在全力保证员工安全健康的基础上,积极调配各项供应物资,同时内部加强和调整组织管理,迅速调整和优化了生产与管理结构。在复产的第二个月以最短的时间实现了生产效率的大幅提高,完成了工厂历史第二高的月度产出。”
顺应趋势,优化升级
历经半个多世纪的发展创新,时至今日,精冲技术在精密零部件的生产方面已经无法替代。然而市场瞬息万变,面对汹涌而来的汽车新四化(智能化、电动化、共享化和网联化),很多精冲企业正在或即将面临一些困局。
“一个非常现实的问题是,汽车零部件作为精冲企业最大的需求市场,因为电动化的发展产生了巨大变化。数据表明,纯电动汽车和传统动力汽车相比,零部件数量将缩减三分之一。因为动力驱动方式的转变,之前发动机和传动系统的大部分零部件都会被去除,而这些系统的精冲件占据相当大的比例,因为这类零件的消减,大量供应这些零件的精冲厂家将会遇到非常大的难题。”包向军谈汽车电动化给精冲企业带来的影响。
“困难只是暂时的,我们要以动态和发展的眼光来看问题。精冲技术本身还在发展当中,产业调整在带来挑战的同时,也必将带来新的机会。”
提到精冲技术的发展方向时,包向军对我们说:“以我个人的体会,精冲工艺和精冲生产方面的发展趋势主要体现在高速化、集成化和智能化方面:
⑴精冲生产高速化。我们有望在未来5 到10 年看到每分钟超过200冲次的高速精冲。这需要对设备、模具、精冲材料等各个相关环节进行升级和根本性的改进。
⑵精冲和其他工艺的高度集成化。精冲工艺中可以耦合其他冲压工艺,而其他工艺特别是多工步级进模成形中也可以集成精冲来完成产品的关键尺寸成形。
⑶精冲生产全流程的智能化。智能化的精冲厂是利用各种现代化的技术,实现工厂的办公、管理及生产的自动化和柔性化。”
我们了解到,为了应对行业大的变局,法因图尔在整个产品和技术服务方面已经做出一些积极的调整,从之前的精冲、冷成形拓展到了专门针对电动化大趋势的电机铁心的高速冲压。从2020 年起,太仓工厂将导入集团的电机铁心冲压工艺,两条全新的高速冲压生产线将于年内完成安装和调试,投产后,法因图尔将更方便地为本地客户提供高精度电机铁心冲片。
另外,法因图尔中国也在积极推进工厂智能化建设,天津工厂的智能化项目已经开始实施,并有望在年内完成。
精冲行业会越来越好
采访最后,我们参观了公司的精冲车间,车间物料摆放井然有序,工人生产有条不紊。车间不算大,工人不算多,但零件产量却不小,这是法因图尔实实在在的技术展现。
“合抱之木,生于毫末。九层之台,起于累土。”没有一个企业的成功是容易的,没有一个行业的崛起是轻松的。法因图尔经过六十多年的不懈奋斗,才得以笑傲精冲行业。今年,对多数企业而言都是极为艰难的一年,订单锐减甚至停工停产,但总会有企业能够穿越困境,逆流而上,归根结底,打铁还需自身硬,实力是企业生存的根本。疫情冲击、产业调整不会使精冲行业就此消失,只会越来越好。






精冲,即精密冲裁,与普通冲压和冲裁的根本区别在于精冲引入了三向力。精冲加工的零件平整度及垂直度好,具备无撕裂的光亮切断面,多数情况下零件切断边缘无需后序加工,而且零件一直在模具中被夹持,平整度也非常好。瑞士法因图尔集团(以下简称“法因图尔”)最早实现了精冲技术的工业化,并在随后的六十多年对精冲工艺进行了全面和深入的研发。作为精冲行业的领军者,法因图尔的精冲工艺涵盖了零部件设计和试样、工程设计、模具设计和零件量产各个环节。为了更全面地了解先进的精冲技术,《锻造与冲压》杂志记者一行走进了法因图尔精密部件(太仓)有限公司(以下简称“太仓工厂”)和法因图尔汽车部件(天津)有限公司(以下简称“天津工厂”),与法因图尔零部件事业部中国区总经理包向军博士就精冲技术进行了深入交流。