冲割复合机——钣金加工利器
文/许俊·江苏亚威机床股份有限公司

图1 亚威HPML-30510冲割复合机
伴随着客户对钣金产品加工要求的提升,传统单机数控转塔冲床或激光切割机已不能满足部分高端用户的需求。数控转塔冲床具备冲孔成形的技术特点,但是加工断面相对粗糙且不能实现复杂异形轮廓的加工;而激光切割机具备加工复杂异形轮廓的技术特点,但没有成形功能却是一大痛点。冲割复合机糅合了两种不同特点机床的优点,功能实现互补,工件一次上料即可实现冲孔、成形、滚筋、攻丝、切割等工序,无论是板材利用率还是加工能力都有着质的提升,适用于小批量多品种的柔性复合加工,更加符合高端电子、电梯、厨房设备、空调电器等领域多样化需求,见图1。
冲割复合机技术的发展历程
早期受制于激光技术发展制约,国外同行推出的冲割复合机型都是配置的CO2激光发生器。此类发生器不仅价格昂贵且使用要求非常高,其切割光路通过多组镜片组合传导,抗振性能较差。而数控转塔冲床本身工作过程中就会产生较大的振动,这就需要激光切割头部件设计复杂稳定的抗振结构,从而确保精密的激光反射光路不会跑偏。经过市场验证,这种复合机结构质量稳定性难以达到市场要求,未能得到推广普及。
近年来,随着激光技术的高速发展,光纤激光发生器逐步替代了CO2激光发生器,其光电转换效率高,光缆传输替代复杂的多组反射镜片组成的传导光路,从切割成本、抗振性能、稳定性等方面都有较大提升。数控冲割复合机的复合加工工艺基于光纤激光发生器的应用优势,传动结构大为简化。
高起点功能配置规划
HPML-30510是亚威对标国际一流品牌,面向高端钣金市场推出的复合加工机型。通过前期的市场需求信息调研,运用充分的技术储备进行产品功能配置合理规划,产品迅速推出,得到了客户的广泛认可。图2为产品功能规划图。

图2 产品功能规划图
冲压成形:可以实现静音冲裁、成形刻字等功能。
激光切割:实现复杂轮廓的加工。
攻丝功能:满足M3-M8范围内螺纹自动化加工需求。
分区落料:成品工件与大规格切割废料分区收集。
平推式下料:整张板材加工完成后的废料平推统一收集。
成品料自动输送:加工工件自动输出。
关键工艺突破路线
亚威作为钣金加工生产龙头企业,在冲压工艺和激光切割工艺研究上底蕴深厚,通过西门子平台整合集成技术,实现两大分类技术的无缝对接。但仅实现冲压、切割技术的集成面对激烈的市场竞争是不够的,还需要在局部关键技术上取得突破,为后期市场拓展奠定坚实基础,见图3。

图3 关键工艺突破路线
集成多轴自动攻丝功能
集成攻丝技术与冲压或切割工艺相结合,通过主机加工螺纹底孔或翻边成形,而后通过多头攻丝装置高效率地完成攻丝动作,见图4。不同规格的攻丝装置对照见表1。

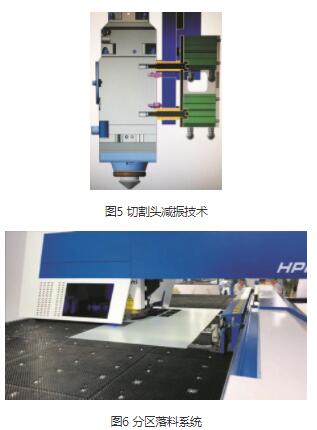
切割头减振技术
有效隔振大幅降低切割头内部精密元器件的损坏,更利于客户长期稳定使用,见图5。
分区落料系统
切割宽度<100mm规格废料通过内置废料小车集中收集,切割宽度范围100~400mm、长度在1250mm以下的成品板料时,通过气动翻转台转到输送链收集,见图6。
主要优势
⑴材料利用率达到90%~95%,大幅减少板材浪费。
⑵工艺流程简化,一次编程即可完成冲孔、成形、轮廓切割、攻丝等加工。
⑶声噪污染小,合理分配冲压成形和激光切割工序,优化加工工艺,提高操作舒适性。
⑷提高设备柔性加工能力,降低模具采购费用。
⑸更加方便地与立体仓库、自动上下料、自动分拣装置等自动化设备集成。
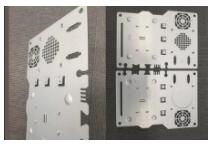
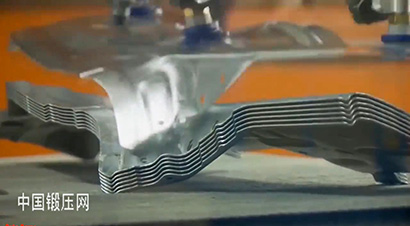
图7 样件展示
样件展示
图7中样件糅合了成形、凸包、冲孔、攻丝以及激光切割等多重工艺,充分体现了冲割复合机的高柔性、高精密的加工特点。
结束语
冲割复合机加工技术和工艺的发展,提高了钣金加工生产力,使得钣金件的质量和产量得到了保证,同时降低了工人的劳动强度和生产成本。亚威股份首台套HPML-30510冲割复合机已经在苏州正式投入使用,满足了客户多样化加工需求:工件复杂多变、板厚覆盖0.5mm~3mm之间、且不少工件需要M3、M4螺纹自动加工。市场需求日新月异,只有通过产品的不断迭代升级提高产品竞争力,才
能更好地服务于用户。






伴随着客户对钣金产品加工要求的提升,传统单机数控转塔冲床或激光切割机已不能满足部分高端用户的需求。数控转塔冲床具备冲孔成形的技术特点,但是加工断面相对粗糙且不能实现复杂异形轮廓的加工;而激光切割机具备加工复杂异形轮廓的技术特点,但没有成形功能却是一大痛点。冲割复合机糅合了两种不同特点机床的优点,功能实现互补,工件一次上料即可实现冲孔、成形、滚筋、攻丝、切割等工序,无论是板材利用率还是加工能力都有着质的提升,适用于小批量多品种的柔性复合加工,更加符合高端电子、电梯、厨房设备、空调电器等领域多样化需求,见图1。